信息來源于:互聯網 發布于:2023-11-27
模樣制作
東莞CNC加工廠模樣是用于制作鑄型的鑄件物理模型:鑄型是通過將一些易變形的聚合體材料緊實得到的,像型砂\包圍在模樣周圍。當模樣取出后,它的輪廓提供了最終澆滿液態金屬形成鑄件的型腔。如果鑄件是中空的,比如在管件裝配的條件下,其他模樣像芯子將用于形成這些空腔。就像前面所定義的,模樣是鑄造所生產的實物經過某些改變后的復制品,主要的改變有:
(a)增加模樣的余量;
(b)提供芯頭;
(c)減少細節,不能通過鑄造得到的部分,要通過進一步的工藝來完成。
芯撐
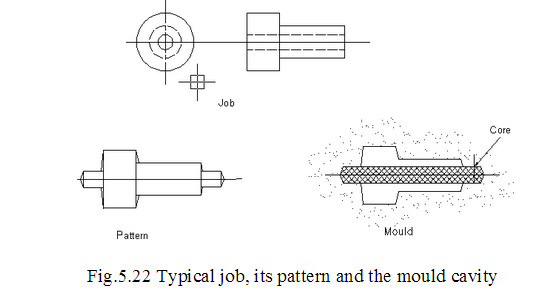
東莞CNC加工廠對所有需要芯子的鑄件,應該采取措施來支撐型腔中的芯子,其中的一個普遍使用的方法是在可能的地方使用芯撐,在圖5.22展示了一個芯撐使用的例子,所提供的芯撐的尺寸將在精確的鑄件的基礎上進行估算。
造型材料:
東莞CNC加工廠在鑄造中,許多種材料被用于生產鑄型及芯子。它們包括:型砂、 背砂、加粘土回用砂、面砂、分型砂
型砂性能:
造型材料的選擇是基于它們的工藝性能,通常造型材料要求的性能包括:
耐火度:造型材料承受熔融液態金屬的高溫而不會熔解的能力。
濕強度:包含濕氣的型砂通常術稱為濕型砂,濕型砂應該有足夠的強度以保持所構造的形狀。
干強度:當型砂中的濕氣都被排出的時候,其被稱為干砂。當熔融金屬澆入型中,型腔周圍的型砂由于液態金屬中的散熱,濕氣快速蒸發而迅速轉變成干砂,此時,它應該保持型腔同時承受金屬靜力學的作用力。
熱強度:所有的濕氣消除以后,當鑄型中的金屬仍處于液態時砂子就會達到一個高溫。砂子要求保持型腔形狀的強度就被稱作熱強度。
滲透性:
東莞CNC加工廠在鑄件的凝固過程中,大量的氣體將從鑄型中排出,氣體包括爐中金屬吸收的、從大氣和水蒸氣中吸收的和其他由于澆注及型芯砂產生的。它們會在鑄件中聚集并形成缺陷。型砂應該充分地多孔以使氣體能夠從鑄型中逃逸。型砂的氣體逸出能力被稱為滲透性。 除了這些特殊的性能,型砂應該還有潰散性以確保在鑄件凝固的過程中,不會有任何在鑄件中可能導致裂紋的阻力。它們應該有重復使用性及好的熱傳導特性,以使鑄件中的熱量能夠快速的轉移出來。